|
|
|
|
|
Certification


- I'm Online Chat Now
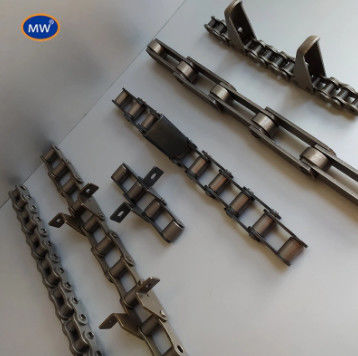
Temperature Range 0-300 Degrees Fahrenheit Bucket Elevator Conveyor Chain Ensuring 99.4 Percent Powder Recovery Rate for Bulk Material Movement




Detailed Product Description
| Temperature Range: | 0-300 Degrees Fahrenheit | Standard: | ISO |
|---|---|---|---|
| Pretreatment: | PVC/PP/SUS Material | Noise Level: | Low |
| Width: | 2 Inches | Curing Oven: | Gas/electricity/diesel |
| Ganrantee: | 1years | Booth: | PP/PVC |
Product Description:
Our Conveyor Chains are engineered to deliver exceptional performance and reliability in a wide range of industrial applications. Designed specifically for conveyor lines and automated conveyor systems, these chains offer a robust solution for material handling needs, ensuring smooth and efficient operation in various environments. With a load capacity of up to 5000 lbs, our conveyor chains can handle heavy-duty conveying equipment applications, providing the strength and durability required to support substantial weights without compromising on performance.
One of the standout features of our conveyor chains is their impressive temperature range, capable of operating efficiently between 0 to 300 degrees Fahrenheit. This makes them highly versatile and suitable for use in industries where temperature fluctuations are common, such as food processing, automotive manufacturing, and packaging plants. Wh the conveyor line is exposed to warm environments or cooler conditions, these chains maintain their structural integrity and functionality, ensuring uninterrupted operation.
In addition to their strength and temperature endurance, these conveyor chains exhibit high corrosion resistance. This attribute is particularly important in environments where moisture, chemicals, or other corrosive substances are present, such as outdoor conveyor lines or industrial settings involving harsh materials. The advanced corrosion-resistant materials and coatings used in the manufacturing process extend the lifespan of the chains, reduce maintenance requirements, and minimize downtime for conveying equipment.
Noise level is a critical factor in many industrial settings, especially where automated conveyor systems are integrated within larger production lines. Our conveyor chains are designed to operate with low noise levels, contributing to a safer and more comfortable working environment. The precision engineering and quality materials reduce friction and vibration during operation, making them an excellent choice for facilities focused on maintaining low noise pollution without sacrificing efficiency.
As a type of conveyor chain specifically tailored for conveyor lines, these chains are compatible with a wide range of conveying equipment. Their design supports seamless integration into existing systems, wh for new installations or upgrades. This compatibility makes them a flexible option for businesses aiming to enhance their automated conveyor systems with reliable, high-performance chains that meet rigorous industrial standards.
In summary, our Conveyor Chains combine high load capacity, broad temperature tolerance, superior corrosion resistance, and low noise operation to meet the demanding needs of modern conveyor lines and automated conveyor systems. Their robust construction and thoughtful design ensure they can withstand the challenges of heavy-duty conveying equipment, providing consistent and efficient material handling solutions. Wh you are operating in a high-temperature environment, dealing with corrosive substances, or seeking to minimize operational noise, these conveyor chains offer a dependable and long-lasting solution to keep your conveyor line running smoothly.
Applications:
The MW Conveyor Chains, originating from China, are engineered to meet the demanding needs of various industrial applications. Designed as a Heavy Duty Conveyor Chain, these chains boast an impressive load capacity of up to 5000 lbs, making them ideal for transporting substantial materials with reliability and efficiency. Their robust construction ensures durability and longevity in challenging environments.
One of the primary application occasions for the MW Conveyor Chains is within manufacturing plants where Chain Mesh Conveyor Belts are essential for moving products through different stages of production. The chains’ ability to operate smoothly at speeds of up to 50 feet per minute allows for consistent and efficient material handling, which is critical in high-volume production settings. This makes them particularly suitable for industries such as automotive assembly, metal fabrication, and heavy machinery manufacturing.
In addition to manufacturing, the MW Industrial Chain Conveyor systems are widely used in warehousing and logistics centers. These environments demand conveyor chains that can withstand constant use and heavy loads while maintaining operational integrity. The MW Conveyor Chain’s temperature range of 0-300 degrees Fahrenheit enables it to function effectively in environments where temperature variations are common, such as food processing or chemical plants where moderate heat exposure occurs.
The pretreatment of the conveyor chains with PVC, PP, and SUS materials enhances their resistance to corrosion, wear, and chemical exposure, thus extending their service life in harsh industrial conditions. This feature makes the MW Conveyor Chain highly suitable for applications involving exposure to moisture, oils, or other corrosive substances.
Furthermore, the versatility of the MW Conveyor Chains allows them to be integrated into various conveyor systems, including chain mesh conveyor belts that require precise mesh configurations for product stability. Their compatibility with different conveyor setups ensures that industries can customize their material handling solutions without compromising on performance or durability.
In summary, the MW Conveyor Chains are ideal for heavy-duty applications requiring high load capacity, temperature resilience, and material durability. Wh used in industrial chain conveyors, chain mesh conveyor belts, or other heavy-duty conveyor chain systems, they provide a reliable solution for efficient and continuous operation across a wide range of industrial scenarios.
Customization:
MW Conveyor Chains are designed with high precision and durability, originating from CHINA and adhering to ISO standards. Our Cylinder Conveyor Chain offers exceptional performance with a powder recovery rate of 99.4%, ensuring efficient and clean operation in various industrial applications. Featuring a booth made of PP/PVC, these chains operate smoothly at a speed of 50 feet per minute, providing reliable and consistent movement.
Maintenance requirements for our Conveyor Chain are remarkably low, reducing downtime and operational costs. Additionally, the Cylinder Conveyor Chain is compatible with a range of Conveyor Chain Sprockets, allowing for easy customization to meet specific conveyor system needs. Trust MW for quality and efficiency in every Conveyor Chain solution.
Support and Services:
Our Conveyor Chains product is backed by comprehensive technical support and services to ensure optimal performance and longevity. Our team of experts is available to assist with installation guidance, maintenance tips, and troubleshooting to minimize downtime and enhance efficiency.
We provide detailed product documentation, including specifications, operating instructions, and safety guidelines to help you get the most out of your conveyor chains. Regular inspection and preventive maintenance services are recommended to detect wear and prevent unexpected failures.
In addition, we offer customized solutions tailored to your specific conveyor system requirements, including chain selection, lubrication recommendations, and replacement scheduling. Our commitment is to deliver reliable support throughout the product lifecycle, ensuring your conveyor chains operate smoothly and effectively.
Contact Details
Hangzhou Ocean Industry Co.,Ltd
Contact Person: Mrs. Lily Mao
Tel: 008613588811830
Fax: 86-571-88844378
Other Products
-
short pitch / long pitch roller Conveyor chain with High precision
-
Hollow Pin Chain , type C2042HP C2052HP C2062HP C2082HP C2042H-HP C2052H-HP C2062H-HP C2082H-HP
-
Hollow pin chain , type 08BP , 40HP , 50HPSS , 60HP
-
Stainless Steel Straight Run Flat-Top Chain, type LF820-K325 LF820-K350 LF820-K400
-
Stainless Steel Sideflex Flat-top Chain, type 882TAB-K750 , 882TAB-K1000 , 882TAB-K1200
-
Stainless Steel Sideflex Flat-top Chain, type 880TAB-K325 880TAB-K325 882TAB-K500 882TAB-K600