|
|
|
|
|
Certification


- I'm Online Chat Now
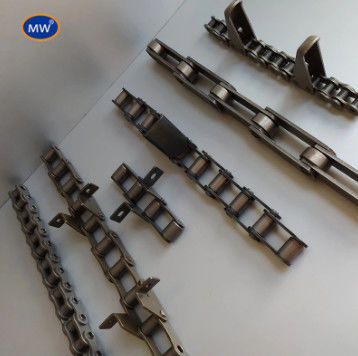
SUS Pretreatment Heavy Duty Conveyor Chain Utilizing Diesel Curing Oven Perfect for Heavy Load Conveying and Long Term Industrial





Detailed Product Description
| Speed: | 50 Feet Per Minute | Length: | 10 Feet |
|---|---|---|---|
| Temperature Range: | 0-300 Degrees Fahrenheit | Noise Level: | Low |
| Booth: | PP/PVC | Standard: | ISO |
| Maintenance: | Low | Type: | Conveyor Chain |
Product Description:
The Conveyor Chains are an essential component designed to enhance the efficiency and reliability of various material handling systems. Engineered to support a robust load capacity of up to 5000 lbs, these chains are ideally suited for heavy-duty applications within industrial conveyor systems. Whether integrated into a Chain Plate Conveyor or a Bucket Elevator Conveyor Chain setup, these conveyor chains provide exceptional performance, durability, and operational stability.
One of the key advantages of these conveyor chains is their low maintenance requirement, which significantly reduces downtime and operational costs. The advanced design and high-quality materials used in manufacturing ensure that routine upkeep is minimal, allowing businesses to focus on productivity without frequent interruptions for repairs or adjustments. This low maintenance feature makes the conveyor chains a cost-effective solution for long-term use in demanding industrial environments.
In terms of material pretreatment, the conveyor chains undergo specialized processing using PVC, PP, and SUS materials. This pretreatment not only enhances the chains' resistance to corrosion and wear but also contributes to their overall strength and longevity. The combination of these materials ensures that the chains can withstand harsh environmental conditions, including exposure to chemicals, moisture, and abrasive substances commonly encountered in industrial settings.
Noise level is a critical consideration in many industrial applications, especially where reducing sound pollution is important for worker safety and comfort. These conveyor chains are designed to operate with a low noise level, making them an excellent choice for facilities aiming to maintain a quieter working environment. The smooth operation of the chains reduces vibration and noise, contributing to improved workplace conditions and compliance with noise regulations.
With a length of 10 feet, these conveyor chains offer versatile application possibilities. The length is ideal for a broad range of conveyor system layouts, providing flexibility in design and installation. Whether used in short conveyor runs or extended systems, the 10-foot conveyor chains deliver reliable performance and seamless integration with existing equipment.
Specifically, when used in a Chain Plate Conveyor, these chains facilitate the smooth movement of materials across various stages of processing or packaging. Their sturdy construction ensures that heavy loads are transported efficiently with minimal risk of chain failure or downtime. Similarly, in Bucket Elevator Conveyor Chain applications, these chains provide the strength and durability needed to lift bulk materials vertically, maintaining continuous operation without compromising safety or reliability.
Overall, the Conveyor Chains stand out as a vital component for modern conveyor systems, combining high load capacity, low maintenance, superior material pretreatment, and low noise operation in a convenient 10-foot length. Their adaptability to different conveyor types, such as Chain Plate Conveyors and Bucket Elevator Conveyor Chains, makes them a versatile and dependable choice for industries ranging from manufacturing and mining to food processing and logistics.
In conclusion, investing in these conveyor chains means securing a high-performance, durable, and efficient solution that meets the rigorous demands of industrial material handling. Their enhanced features and thoughtful design ensure smooth operation, reduced maintenance efforts, and a quieter work environment, ultimately contributing to improved productivity and operational excellence across various sectors.
Features:
- Product Name: Conveyor Chains
- Type: Conveyor Chain
- Width: 2 Inches
- Noise Level: Low, ensuring quieter operation in Automated Conveyor Systems
- Pretreatment: Made with durable PVC, PP, or SUS materials for enhanced longevity
- Powder Recovery Rate: High efficiency at 99.4%, ideal for Grain Chain Conveyor applications
- Designed for seamless integration with Conveyor Sorting Systems
Technical Parameters:
| Temperature Range | 0-300 Degrees Fahrenheit |
| Curing Oven | Gas/electricity/diesel |
| Corrosion Resistance | High |
| Noise Level | Low |
| Booth | PP/PVC |
| Standard | ISO |
| Width | 2 Inches |
| Type | Conveyor Chain |
| Load Capacity | 5000 Lbs |
| Guarantee | 1 years |
Applications:
The MW Conveyor Chains, proudly manufactured in China, are engineered to meet the rigorous demands of various industrial applications. Designed with high corrosion resistance and constructed using advanced pretreatment materials such as PVC, PP, and SUS, these conveyor chains offer exceptional durability and longevity. With a standard length of 10 feet, they are ideal for integration into diverse industrial conveyor belts systems, ensuring smooth and efficient material handling processes.
One of the primary application occasions for MW Conveyor Chains is in heavy-duty environments where robust performance is critical. These chains excel in industries requiring the conveyance of heavy loads, making them a perfect match for heavy duty conveyor chain setups. Whether it's in mining operations, steel manufacturing, or large-scale packaging plants, MW Conveyor Chains provide reliable operation under harsh conditions.
Another significant scenario for the use of MW Conveyor Chains is within curing ovens powered by gas, electricity, or diesel. The high corrosion resistance and excellent material pretreatment allow these conveyor chains to withstand elevated temperatures and aggressive atmospheres commonly found in curing processes. This makes them indispensable in the automotive, electronics, and food industries where products undergo heat treatment or curing cycles.
Maintenance is a critical factor in industrial applications, and MW Conveyor Chains are designed to be low maintenance, reducing downtime and operational costs. Their compatibility with conveyor chain sprockets ensures seamless integration and ease of replacement or upgrade in existing conveyor belt systems. This compatibility enhances operational efficiency and extends the lifecycle of conveyor assemblies.
In summary, MW Conveyor Chains serve as a vital component across various industries requiring reliable, corrosion-resistant, and low-maintenance conveyor solutions. Their adaptability to multiple curing oven types, suitability for heavy-duty conveyor chains, and seamless fit with industrial conveyor belts and conveyor chain sprockets make them an indispensable choice for modern manufacturing and processing environments.
Customization:
Our MW Conveyor Chains, originating from CHINA, are part of a high-quality Conveyor Series designed to meet diverse industrial needs. With a length of 10 feet and a load capacity of up to 5000 lbs, these chains ensure reliable performance and durability. Featuring low maintenance requirements, they are built to operate efficiently at speeds of 50 feet per minute. The chains are compatible with Chain Mesh Conveyor Belts and can be customized with Conveyor Chain Sprockets to optimize your conveyor system. The booth material options include PP and PVC, allowing for versatile applications and enhanced resistance to wear and corrosion.
Support and Services:
Our Conveyor Chains are engineered for durability and efficiency in a wide range of industrial applications. To ensure optimal performance and longevity, we provide comprehensive technical support and services tailored to your specific needs.
Technical support includes assistance with product selection, installation guidance, maintenance procedures, and troubleshooting. Our team of experts is available to help you understand the specifications and choose the right conveyor chain that meets your operational requirements.
We also offer inspection and maintenance services designed to maximize the lifespan of your conveyor chains. Regular maintenance checks can prevent unexpected downtime and costly repairs by identifying wear and potential issues early.
Replacement parts and upgrades are readily available to keep your conveyor systems running smoothly. Our services extend to custom solutions for unique applications, ensuring that your conveyor chains deliver reliable performance under all conditions.
For detailed product manuals, installation guides, and maintenance tips, please refer to our online resources. We are committed to providing ongoing support to help you achieve the best results from your conveyor chain investments.
Packing and Shipping:
Our conveyor chains are carefully packaged to ensure maximum protection during transit. Each chain is wrapped in anti-corrosion paper and placed in a sturdy, custom-sized wooden crate or heavy-duty cardboard box to prevent damage from moisture, dust, and impact.
For shipping, we offer multiple options including air freight, sea freight, and ground transportation, depending on the destination and urgency. All packages are securely fastened and labeled with handling instructions to guarantee safe delivery. Tracking information is provided to keep you updated throughout the shipping process.
We prioritize timely delivery and product integrity to ensure that your conveyor chains arrive in optimal condition, ready for immediate use in your operations.
FAQ:
Q1: What brand manufactures the Conveyor Chains?
A1: The Conveyor Chains are manufactured by the brand MW.
Q2: Where are the MW Conveyor Chains produced?
A2: The MW Conveyor Chains are produced in China.
Q3: Do the MW Conveyor Chains come with a specific model number?
A3: No, the MW Conveyor Chains do not have a specific model number.
Q4: What types of applications are MW Conveyor Chains suitable for?
A4: MW Conveyor Chains are suitable for various industrial and manufacturing applications where materials need to be transported efficiently.
Q5: Are the MW Conveyor Chains compatible with standard conveyor systems?
A5: Yes, MW Conveyor Chains are designed to be compatible with most standard conveyor systems, but it is recommended to check specifications for exact fit.
Contact Details
Hangzhou Ocean Industry Co.,Ltd
Contact Person: Mrs. Lily Mao
Tel: 008613588811830
Fax: 86-571-88844378
Other Products
-
short pitch / long pitch roller Conveyor chain with High precision
-
Hollow Pin Chain , type C2042HP C2052HP C2062HP C2082HP C2042H-HP C2052H-HP C2062H-HP C2082H-HP
-
Hollow pin chain , type 08BP , 40HP , 50HPSS , 60HP
-
Stainless Steel Straight Run Flat-Top Chain, type LF820-K325 LF820-K350 LF820-K400
-
Stainless Steel Sideflex Flat-top Chain, type 882TAB-K750 , 882TAB-K1000 , 882TAB-K1200
-
Stainless Steel Sideflex Flat-top Chain, type 880TAB-K325 880TAB-K325 882TAB-K500 882TAB-K600