|
|
|
|
|
Certification


- I'm Online Chat Now
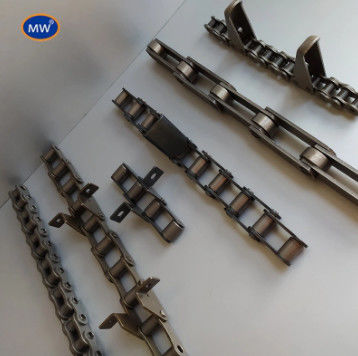
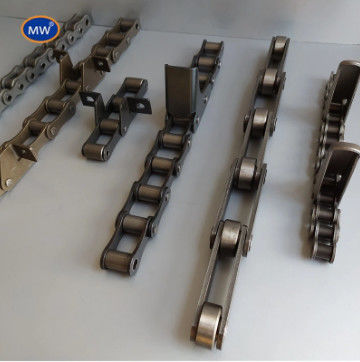
Load Capacity 5000 Lbs Heavy Duty Conveyor Chain Featuring High Corrosion Resistance Designed to Withstand Harsh Conditions
|
|




Detailed Product Description
| Curing Oven: | Gas/electricity/diesel | Ganrantee: | 1years |
|---|---|---|---|
| Noise Level: | Low | Powder Recovery Rate: | 99.4% |
| Load Capacity: | 5000 Lbs | Speed: | 50 Feet Per Minute |
| Length: | 10 Feet | Booth: | PP/PVC |
Product Description:
Our Conveyor Chains are engineered to meet the demanding needs of various industrial applications, providing reliable and efficient performance in Automated Conveyor Systems. Designed with versatility and durability in mind, these chains are ideal for use in Grain Chain Conveyor setups as well as Bucket Elevator Conveyor Chain mechanisms, ensuring smooth and continuous material handling across diverse environments.
Constructed with high-quality materials, our Conveyor Chains undergo meticulous pretreatment processes to enhance their strength and longevity. The chains are available with PVC, PP, or SUS material pretreatment options, catering to different operational requirements and environmental conditions. This flexibility allows our products to be tailored to specific industry needs, ensuring optimal resistance to wear, corrosion, and chemical exposure. Whether your application demands lightweight plastic components or robust stainless steel elements, our Conveyor Chains deliver consistent performance.
The curing process plays a critical role in the final quality and durability of our Conveyor Chains. Utilizing advanced curing ovens powered by gas, electricity, or diesel, each chain is subjected to precise temperature control and curing cycles. This ensures that the pretreatment materials properly bond and harden, resulting in enhanced mechanical properties and longer service life. The availability of multiple curing oven options allows us to accommodate different production scales and customer preferences, guaranteeing a superior finished product.
Our Conveyor Chains are designed to handle substantial loads, with a load capacity of up to 5000 pounds. This impressive load-bearing capability makes them suitable for heavy-duty conveyor systems where strength and reliability are paramount. Whether transporting grains, bulk materials, or heavy components, these chains maintain their integrity and functionality, minimizing downtime and maintenance costs.
In addition to their robust construction and impressive load capacity, our Conveyor Chains come with a one-year guarantee. This warranty reflects our confidence in the product's quality and durability, providing customers with peace of mind and assurance of long-term value. Our commitment to excellence ensures that each chain performs to the highest standards, supporting efficient and uninterrupted operation of Automated Conveyor Systems.
Specifically designed for use in Grain Chain Conveyor applications, our Conveyor Chains facilitate the smooth movement of agricultural products, grains, and other granular materials. The chains’ reliable design reduces the risk of product damage and enhances throughput efficiency. Similarly, in Bucket Elevator Conveyor Chain configurations, our chains provide the necessary strength and flexibility to support vertical lifting and transport of materials, making them an essential component in many industrial processes.
Overall, our Conveyor Chains represent a perfect blend of advanced material technology, precision manufacturing, and rigorous quality control. Whether integrated into Automated Conveyor Systems, Grain Chain Conveyors, or Bucket Elevator Conveyor Chains, these products deliver outstanding performance, durability, and value. Choose our Conveyor Chains for a dependable solution that meets your material handling challenges and drives your operational success.
Features:
- Product Name: Conveyor Chains
- Powder Recovery Rate: 99.4%
- Maintenance: Low
- Length: 10 Feet
- Width: 2 Inches
- Corrosion Resistance: High
- Ideal for Conveyor Line applications
- Specifically designed as a Bucket Elevator Conveyor Chain
- Durable and efficient Bucket Elevator Conveyor Chain solution
Technical Parameters:
| Type | Conveyor Chain |
| Width | 2 Inches |
| Length | 10 Feet |
| Speed | 50 Feet Per Minute |
| Load Capacity | 5000 Lbs |
| Powder Recovery Rate | 99.4% |
| Noise Level | Low |
| Corrosion Resistance | High |
| Maintenance | Low |
| Guarantee | 1 year |
Applications:
The MW Conveyor Chains, proudly manufactured in China, are designed to meet the rigorous demands of various industrial applications. As a high-quality Conveyor Chain model with a length of 10 feet and a speed capacity of 50 feet per minute, these chains are engineered to deliver reliable performance with minimal maintenance. Built to ISO standards, MW Conveyor Chains guarantee consistency, durability, and efficient operation in diverse environments.
One of the primary application occasions for MW Conveyor Chains is within Chain Conveyor Systems used in manufacturing and processing plants. These systems require robust and dependable chains to transport materials smoothly and efficiently. MW Conveyor Chains excel in such scenarios, providing seamless movement of goods over extended periods without frequent downtime, thanks to their low maintenance requirements. This makes them ideal for industries where continuous operation is critical.
Another significant application scenario is the Grain Chain Conveyor sector. In agricultural and grain processing industries, the transportation of bulk materials like grains, seeds, and other agricultural products demands chains that can withstand abrasive materials and harsh conditions. The MW Conveyor Chain, with its sturdy design and adherence to ISO standards, ensures that grain chain conveyors operate effectively, reducing the risk of chain failure and ensuring a steady flow of materials from one point to another.
Moreover, MW Conveyor Chains are widely used in Industrial Chain Conveyor setups across various sectors, including automotive, food processing, packaging, and mining. These chains support the movement of heavy loads and complex assembly lines where precise timing and chain reliability are crucial. The 10-foot length and the capability to operate at speeds up to 50 feet per minute make MW Conveyor Chains versatile enough to adapt to different industrial conveyor configurations.
In summary, MW Conveyor Chains are perfectly suited for Chain Conveyor Systems, Grain Chain Conveyor applications, and Industrial Chain Conveyor environments. Their low maintenance design, compliance with ISO standards, and efficient operation speed ensure they meet the needs of industries requiring dependable and efficient conveyor solutions. Whether transporting agricultural products or facilitating industrial manufacturing processes, MW Conveyor Chains offer a reliable and cost-effective choice for diverse conveyor chain applications.
Customization:
MW offers customized Conveyor Chains designed to meet the specific needs of your industrial applications. Our Conveyor Chains are made from high-quality PVC, PP, or SUS materials, ensuring excellent corrosion resistance for long-lasting performance. With a length of 10 feet and capable of operating at speeds up to 50 feet per minute, these chains are ideal for various conveyors systems used in manufacturing and processing industries.
Each Conveyor Chain Plate is precision-engineered and pretreated to enhance durability and withstand harsh environments. Our curing ovens utilize gas, electricity, or diesel to ensure the highest quality finish and strength. Whether you require chains for industrial conveyor belts or specialized conveyors systems, MW provides reliable, customizable solutions originating from China, tailored to your operational requirements.
Support and Services:
Our Conveyor Chains product is designed for durability and optimal performance in various industrial applications. For technical support, we provide comprehensive assistance including installation guidance, maintenance tips, troubleshooting procedures, and replacement part identification to ensure your conveyor system operates smoothly.
We offer expert consultation to help you select the right conveyor chain type and specifications based on your operational requirements. Our services also include routine inspections, chain tension adjustments, lubrication recommendations, and wear analysis to extend the lifespan of your conveyor chains.
Should you encounter any issues or require specialized support, our technical team is available to provide detailed solutions and advice tailored to your equipment. We are committed to delivering prompt and effective service to minimize downtime and maximize productivity.
In addition to technical support, we provide training sessions and detailed documentation to empower your maintenance staff with the knowledge needed for proper conveyor chain handling and care.
Packing and Shipping:
Our conveyor chains are carefully packaged to ensure maximum protection during transit. Each chain is wrapped in industrial-grade protective material to prevent rust and damage. The products are then securely placed in sturdy wooden crates or reinforced cardboard boxes, depending on the order size and shipping requirements.
For shipping, we offer multiple options including sea freight, air freight, and land transportation to accommodate various delivery timelines and destinations. All shipments are handled by experienced logistics partners to guarantee timely and safe delivery. Tracking information is provided for every order to keep our customers informed throughout the shipping process.
FAQ:
Q1: What is the brand name of the conveyor chains?
A1: The conveyor chains are manufactured under the brand name MW.
Q2: Where are the MW conveyor chains made?
A2: MW conveyor chains are made in China.
Q3: What types of conveyor chains does MW offer?
A3: MW offers a variety of conveyor chains suitable for different industrial applications. Please contact us for specific models and types available.
Q4: Are MW conveyor chains compatible with standard conveyor systems?
A4: Yes, MW conveyor chains are designed to be compatible with most standard conveyor systems. Custom specifications can also be accommodated upon request.
Q5: How can I ensure the proper maintenance of MW conveyor chains?
A5: Regular lubrication and inspection for wear and tear are recommended to maintain the performance and longevity of MW conveyor chains. Follow the maintenance guidelines provided with the product.
Contact Details
Hangzhou Ocean Industry Co.,Ltd
Contact Person: Mrs. Lily Mao
Tel: 008613588811830
Fax: 86-571-88844378
Other Products
-
short pitch / long pitch roller Conveyor chain with High precision
-
Hollow Pin Chain , type C2042HP C2052HP C2062HP C2082HP C2042H-HP C2052H-HP C2062H-HP C2082H-HP
-
Hollow pin chain , type 08BP , 40HP , 50HPSS , 60HP
-
Stainless Steel Straight Run Flat-Top Chain, type LF820-K325 LF820-K350 LF820-K400
-
Stainless Steel Sideflex Flat-top Chain, type 882TAB-K750 , 882TAB-K1000 , 882TAB-K1200
-
Stainless Steel Sideflex Flat-top Chain, type 880TAB-K325 880TAB-K325 882TAB-K500 882TAB-K600